
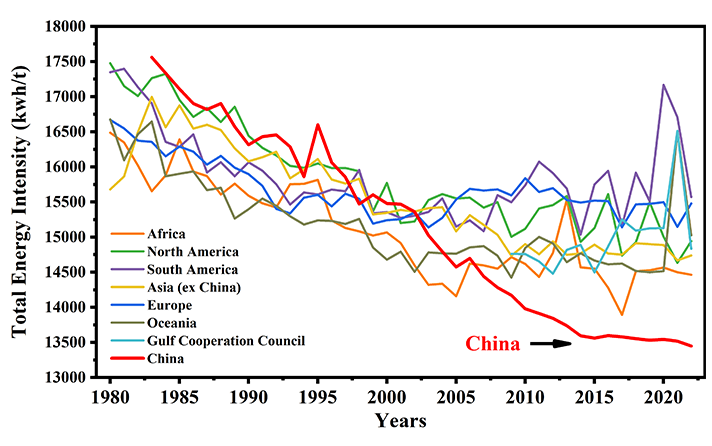
Since the 1980s, the aluminium industry in China has made significant progress in two aspects. One is the annual output of primary aluminium, which has continuously risen from roughly 400,000 tons in 1983 to 40.21 million tons in 2022, accounting for 58.8% of the total annual global output. Another aspect is the average total energy intensity (i.e. the average comprehensive AC power per tonne of aluminium), which has consistently decreased from 17,560 kWh/t-Al in 1983 to 13448kWh/t-Al in 2022, a reduction of 4112kWh/t-Al over the past 40 years. Meanwhile, China has continuously been the world’s best indicator of energy consumption for aluminium electrolysis in the last decade. The above trends can be clearly seen from the data of global primary aluminium output (Fig. 1) and total energy intensity (Fig. 2) (Note: data sourced from the International Aluminium Institute (IAI), and Chinese data before 1998 sourced from China Nonferrous Metals Industry Association).
Fig 1. Global primary aluminum output (by regions)
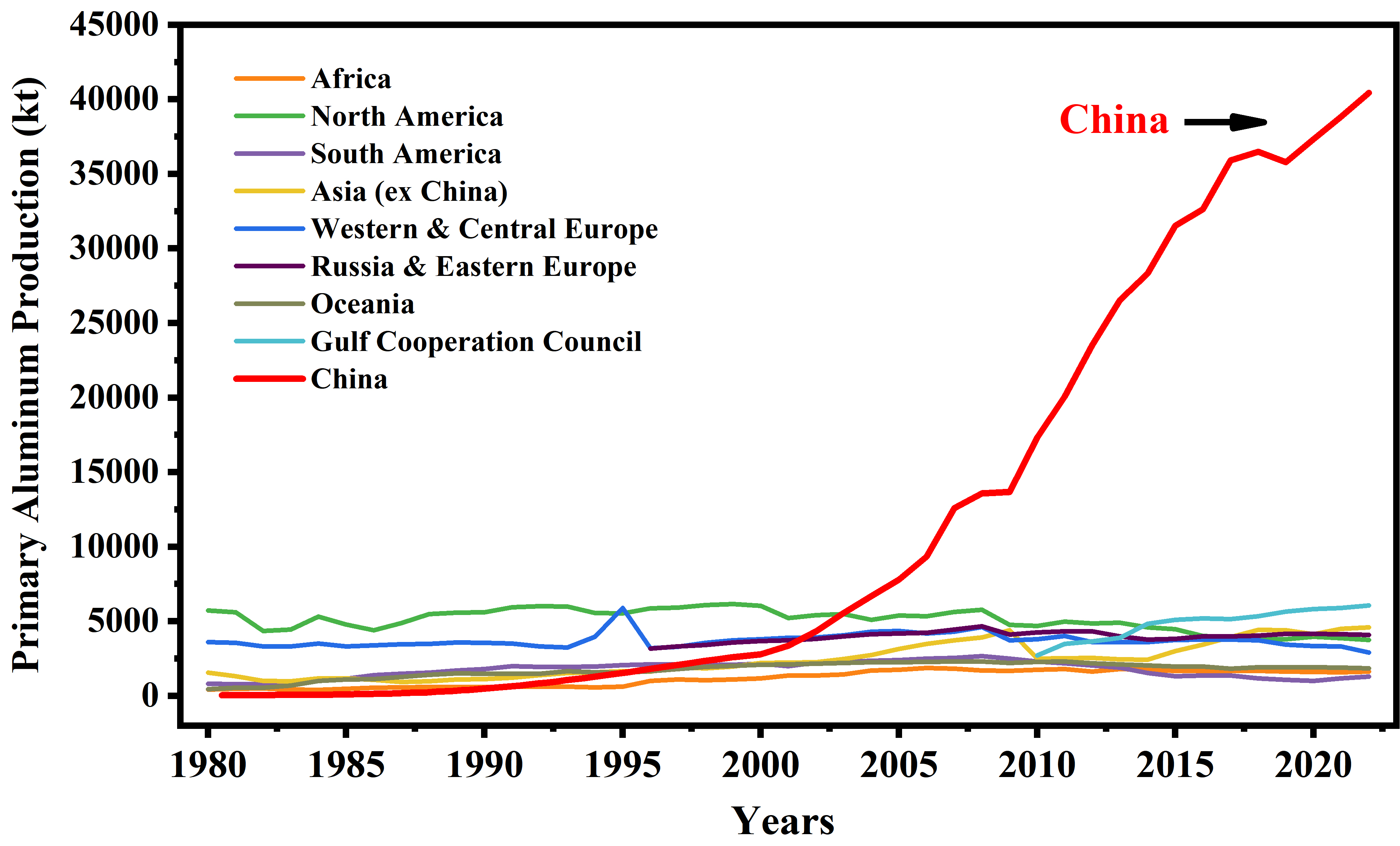
Fig 2. Total energy intensity of aluminum (by regions)
The progress in the aluminium industry and its energy-saving technologies in China can be divided into three stages.
Stage 1: the “catching up” stage from the 1990s to the mid-2000s
In the 1980s, Soderberg cells with a line current of about 60kA were widely used in China, yet their production environment and operating indicators were far from satisfactory. In the 1980s, China introduced a Japanese 160kA prebaked-anode aluminium reduction potline, indicating the start of modern aluminium smelting with large-scale reduction cells in China. However, the introduced process used an outdated fixed-time feeding control model, high molecular ratio (around 2.8) and high anode effect coefficient (1.0~1.2), resulting in less-advanced technical and economic indexes with a current efficiency of about 87% and DC power consumption at about 13800kWh/t-Al. Starting in the late 1980s, the former China National Nonferrous Metals Industry Corporation (later known as Aluminum Corporation of China, or Chalco) organized its affiliated enterprises, Central South University and other research institutes, to upgrade the imported potline jointly. One of the most valuable innovations was an intelligent fuzzy control technology developed in the mid-to-late 1990s. This technology upgraded fixed-time feeding to point-feeding and converted the “high molecular ratio (around 2.8)-low current efficiency (above 87%) process to a “low molecular ratio (around 2.3)-high current efficiency (above 93%)” process, thus leading to a reduction of DC power consumption of large-scale prebaked-anode cell to around 13200kWh/t-Al, reaching global advanced level during the same period. In addition, based on the developed technologies of process, control and physical field simulation, a series of 180~280kA aluminium electrolytic cells have been further developed. Within a few years of this century, such large-scale cells, as well as their process and control technologies, were widely promoted and applied in China, and all Soderberg potlines were shut down or transformed into prebaked-anode potlines, propelling China’s average energy intensity indicator into the global advanced rankings in the mid-2000s.
Stage 2: the “leading” stage from the mid-2000s to the mid-2010s
At this stage, Chalco took the lead in increasing the capacity of China’s large-scale prebaked-anode aluminium electrolysis to more than 500kA, as well as developing new energy-saving and emission-reduction technologies in collaboration with universities such as Central South University and Northeastern University. Because electricity prices in China are much higher than those in other countries or regions around the world, energy saving in aluminium electrolysis has been high-prioritized. By the mid-2000s, advanced enterprises had already raised the current efficiency indexes to 93~95% by improving current efficiency to achieve energy savings, approaching the theoretical limit value of industrial reduction cells, and China had thus turned its attention to how to achieve energy savings by reducing the cell voltage on the premise of maintaining high current efficiency. Based on this, a novel low-voltage and high-efficiency energy-saving process with critical-stability control technology, which was first developed by Central South University, represented a significant advance. This technology was able to reduce the cell voltage from 4.1~4.3 V in the past to below 3.75~3.95V, with the current efficiency being unchanged, resulting in significant energy savings and thus being widely used and promoted. At this point, the design concept of China’s aluminium reduction cell has also realized a transition to low-voltage energy-saving types, which play an important part in making China’s energy intensity indicator into the global top rankings in the mid-2010s.
Stage 3: the stage of expanding the lead since the mid-2010s
Since the mid-2010s, China has upgraded the maximum capacity of aluminium potlines to over 600kA and consistently developed and applied new technologies related to energy savings and emission reduction. Among them, the key technology of green, low-carbon, digitised and intelligent aluminium electrolysis, developed by Chalco in conjunction with Central South University etc., is a representative of new technology, which is of great significance in promoting the aluminium electrolysis industry to achieve further energy savings and carbon emission reduction as well as sustainable development. Its main innovations are as follows:
(1) Key technology for intelligent optimised manufacturing of aluminum electrolysis based on distributed sensing and digital twin.
In response to the long-standing problem that the online signals collected by the control system were only two (cell voltage and line current), which makes it impossible to realise online sensing and fine regulation of the spatio-temporal distribution characteristics of large cells, the developed technology advanced the online distributed detection and sensing method of reduction cell. This technology solved the long-term issues plagued by the aluminium industry of accurate, reliable and low-cost online detection of distributed signals of anode current distribution and innovatively extended the online detected signals from the traditional 2 kinds (2 detecting points) to 7 kinds (nearly 300 detecting points). On this basis, digital twin, fine and zoned control of reduction cell, as well as intelligent decision-making for the smelting process, were realised, leading to an increase in the uniformity of the alumina concentration in the whole cell by more than 80% and a reduction of the abnormal cell by more than 50%. This technology had a great impact on further reducing energy intensity and increasing labor productivity while also providing technical support for the construction of a digital and intelligent factory of aluminium electrolysis, leading the transition of the digitalisation and intellectualisation of aluminium reduction cells and the production process control from the era of “aggregate parameters” to the era of “distributed parameters”.
(2) Energy-saving technology for aluminum electrolysis based on steady flow and heat preservation.
Aiming at the problem that existing technologies for improving magnetohydrodynamic stability (MHD) in aluminium reduction cells are approaching their “limit”, new technology featured a highly conductive collecting bar (including steel conductivity enhancement + size optimisation), regional current conduction strengthening, thermal regulation and energy balance optimisation was developed. This technology has not only achieved great breakthroughs in improving MHD but also in optimising the flow field of aluminium liquid and the thermal field of the cell, as well as reducing the cathode voltage drop, which provides new technical supports for efficiency promoting and energy-saving at low voltage in aluminium reduction cells.
(3) Technology for the preparation and application of carbon dusting-free prebaked anodes.
In the past ten years, China has faced an environment and conditions unfavourable to producing high-quality anodes and the stable operation of reduction cells. On the one hand, the supply of petroleum coke was gradually deteriorating, adversely affecting the quality of anodes. On the other hand, about half of the alumina used for aluminium production in China was produced from gradually deteriorating bauxite, which results in the increase of the content of impurities in alumina, and, thus, impurities like lithium and potassium were prone to accumulating in the cell to form a complex electrolyte composition that was very unfavourable to the running stability of reduction cells. More worse, the overlap of the above two unfavourable factors makes it difficult to separate carbon particles detached from the anode from the electrolyte, which seriously affects the cell operation. Thus, the developed technology can not only solve the problem of producing high-quality anode from low-quality and complicated petroleum coke but also realise dusting-free operation for aluminium electrolysis.
(4) Green and safe disposal technology for aluminum electrolysis pollutants.
This technology solves a number of technical problems in the green, safe disposal and resourceful use of aluminium electrolysis overhaul slag and secondary aluminium ash, through which the contained toxic substances have realised safe and rapid leaching from slags and have been rendered completely harmless, allowing the tailing to be turned into building materials. The products and tailings after disposal meet the requirements of the national mandatory standard GB-5085.3 “Identification standards for hazardous wastes-Identification for extraction toxicity”, in which the leaching concentration of fluoride and cyanide is less than 9.0mg/L and 0.03mg/L, respectively. For the secondary aluminium ash, the enhanced hydrolysis leaching and graded gas released and recycling technology has been developed, with the decomposition rate of AlN being greater than 95% and the recovery rate of soluble salt, combustible gas and ammonia being greater than 98%. The alumina content of the leaching tailings was greater than 70%, with the reactivity and leaching toxicity meeting the requirements of national mandatory standards. After directional transformation, it can be used for the production of refractory materials as a refining agent for steel-making, calcium aluminate powder, and other aluminium-based products. Most of all, zero waste discharge is realised during the disposal and utilisation process, and all environmental and quality indicators meet the requirements of relevant standards.
The development and deployment of energy-saving, carbon-reducing, and digital-intelligent technologies in China’s aluminium electrolysis industry play an essential role in demonstrating and promoting the technological and industrial development of the worldwide aluminium industry. According to the latest statistics of the International Aluminium Institute (IAI), the average total energy intensity in China’s electrolytic aluminium industry was 13,448kWh/t-Al in 2022, which was significantly lower than the global (ex-China) average of 15,008kWh/t-Al, with a difference of 1,560kWh/t-Al.